

1. 서 론
2. 수치 해석
2.1 압출 목표 단면
2.2 용융 폴리머의 물성치
2.3 지배방정식
3. Inverse extrusion simulation
3.1 Mesh 및 boundary condition
3.2 Inverse extrusion simulation 결과
4. Direct extrusion simulation
4.1 Mesh 및 boundary condition
4.2 Direct extrusion simulation 결과
5. 결 론
1. 서 론
카테터(catheter)는 최소 침습 기반 중재 시술에 사용되는 튜브(tube) 형태의 의료 기기이다. 카테터 제작에 사용되는 튜브는 주로 복잡한 혈관을 따라 삽입될 수 있어야 하므로 유연한 소재인 폴리머(polymer)로 제작된다. 카테터의 단면에는 다른 의료 기기를 수송하거나 약물 등을 주입하기 위한 루멘(lumen)이라고 하는 홀(hole)이 존재한다. 루멘은 카테터의 용도 혹은 제조 방법에 따라 다양한 형상을 가지며 한 개의 카테터에 여러 개의 루멘이 존재할 수 있다.
카테터 제작에 사용되는 폴리머 튜브는 길이 방향으로 단면 형상이 일정하므로 주로 압출 공정을 통해 생산된다. 하지만, 폴리머 압출은 공정 중에 발생하는 비선형 현상인 다이 스웰(die swell)로 인해 원하는 형상을 얻기 어렵다. 다이 스웰은 용융 폴리머가 다이(die)라고 불리는 금형을 지나고 공기 중으로 토출될 때, 출구에서 급격하게 팽창되는 현상이며, 이에 따라 단면 형상이 변형되어 압출물에 직접적인 영향을 미친다[1]. 특히, 멀티 루멘 튜브는 외경이 매우 작고, 단면 형상이 복잡하므로 생산 시에 다이 스웰에 대한 고려가 필수적이다. 선행 연구를 통해 다이 스웰은 다이 단면 형상과 밀접한 연관이 있으며, 다이 단면 형상에 대한 최적화된 설계가 필요함을 알 수 있다[2, 3].
과거의 다이 설계는 실험과 경험에 크게 의존하였기 때문에 반복된 수정으로 인해 많은 시간과 비용을 소비하였다. 이러한 문제를 해결하기 위해 용융 폴리머의 유동해석과 관련된 연구가 많이 진행되었다. Tian 등[4]은 복잡한 형상의 튜브 압출 시 다이와 압출 변형 간의 관계를 설명하기 위해 다양한 일반화된 뉴턴 유체 모델(generalized Newtonian fluid model)을 이용한 수치 시뮬레이션을 수행하였다. Sienz 등[5]은 다이 형상과 관련된 설계 변수의 최적화를 통해 다이 출구에서 균일한 속도분포를 구현하여 다이 스웰을 최소화하는 연구를 수행하였다. Lee 등[6]은 내시경적 역행성 담췌관조영술(endoscopic retrograde cholangiopancreatography)에 사용되는 멀티 루멘 튜브 압출 다이 설계를 위해 용융 폴리머 및 공기의 유동해석을 활용하였다. 다이 형상으로부터의 압출물의 형상을 예측하고, 이를 기반으로 다이 형상을 수정하였으며 실제 실험을 통해 검증하였다.
용융 폴리머의 유동 계산을 통해, 압출물 예측뿐만 아니라 목표 형상의 압출물을 얻기 위한 다이 형상을 도출하려는 연구도 진행되었다. 특정 다이로부터 압출물을 예측하는 압출 해석 방법을 압출 시뮬레이션(direct extrusion simulation), 그리고 목표 형상의 압출물 압출을 위한 다이 형상을 도출하는 압출 해석 방법을 역압출 시뮬레이션(inverse extrusion simulation)이라 한다. Legat 등[7]은 음해법 공식화(implicit formulation)를 역압출 시뮬레이션에 적용하여 복잡한 형상 계산 시 적은 메모리(memory) 및 시간을 사용하도록 하였다. Sharma 등[8]은 원하는 형상의 고무 형재(rubber profile)을 압출하기 위해 역압출 시뮬레이션을 활용하였다.
카테터 제작에 사용되는 멀티 루멘 튜브는 크기가 작고 복잡한 단면 형상을 가지고 있어서 압출을 위한 다이 설계에 어려움이 있다. 본 연구에서는 역압출 시뮬레이션을 이용한 멀티 루멘 튜브를 위한 압출 다이 설계 방법을 제시한다. 1개의 메인 루멘과 3개의 서브 루멘을 가지는 복잡한 단면 형상이 압출 목표 형상으로 사용되었다. 역압출 시뮬레이션을 통해 다이 형상을 설계하였고, 이후 압출 시뮬레이션을 통해 설계된 다이로부터의 압출물을 예측하였다. 예측 결과를 목표 형상과 비교함으로써, 역압출 시뮬레이션을 통해 설계된 다이의 타당성을 검증하였다. 이러한 설계 방법은 복잡한 형상의 멀티 루멘 튜브 다이의 설계 난이도를 낮출 수 있을 것으로 기대된다.
2. 수치 해석
2.1 압출 목표 단면
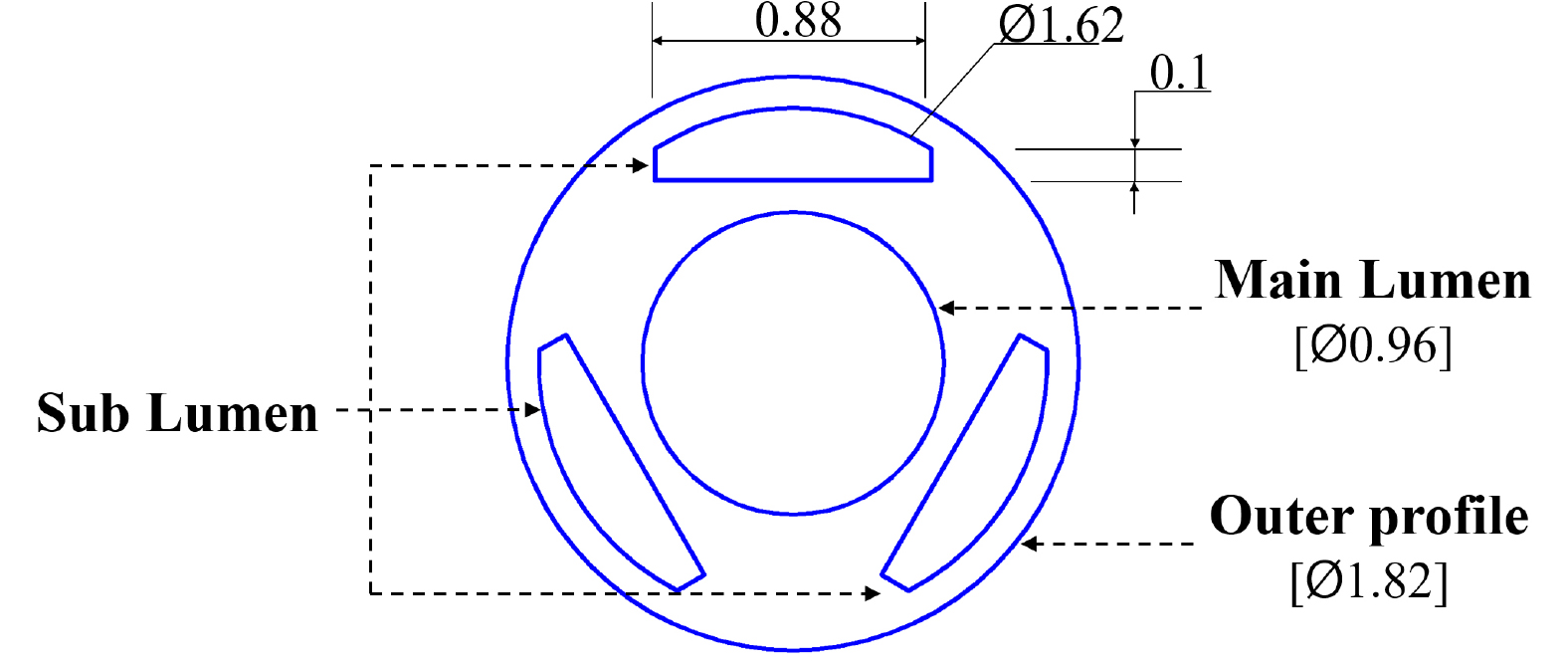
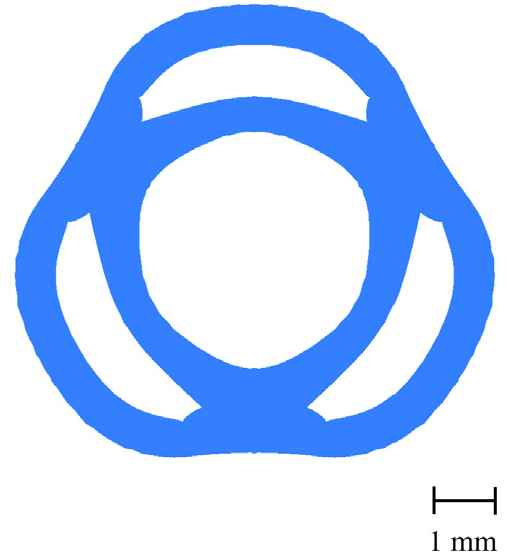
Fig. 1은 본 연구에서 압출하고자 하는 튜브의 목표 단면 형상을 보여준다. 목표 형상의 외벽은 직경 1.82 mm의 원이며, 4개의 루멘을 가진다. 루멘들은 메인 루멘 1개와 나머지 3개의 서브 루멘으로 이루어진다. 메인 루멘은 외벽의 원과 동일한 중심을 가지는 원이며, 직경은 0.96 mm이다. 서브 루멘은 동일 간격으로 배치되어 대칭을 이루고 있으며, 모두 동일한 형상을 갖고 있다. 그 형상은 0.88 mm의 직선, 그 양 끝에 0.1 mm의 수직한 선, 그리고 직경 1.62 mm인 원의 호(arc)로 이루어져 있다.
이 목표 형상은 외경이 2 mm 미만으로 매우 작으며, 그 내부에 4개의 복잡한 형상의 루멘을 가지고 있다. 또한, 서브 루멘과 외벽 사이에서 폴리머가 토출되는 면적에 비해 서브 루멘들 사이에서의 면적이 넓어 토출면에서 불균일한 속도 분포가 예상된다. 불균일한 속도분포는 다이 스웰으로 인한 팽창 정도의 차이를 발생시킨다. 이는 최종 압출물의 형상에 큰 영향을 미치기 때문에 압출 금형 설계 시 필수적으로 고려되어야 한다. 본 연구에서는 유동 해석을 통해 다이 스웰을 계산하고, 최종적으로는 목표 형상을 압출하기 위한 다이 형상을 도출하고자 한다.
2.2 용융 폴리머의 물성치
본 연구에서 사용되는 폴리머는 PEBAX 6333 SA 01 MED 이다. Table 1에 용융 폴리머의 유동 해석을 위한 밀도, 열전도도, 비열을 나타내었다.
Table 1.
Material properties of PEBAX 6333 SA 01 MED
|
Density (kg/m3) |
Thermal conductivity (W/m·°C) |
Specific Heat (J/kg·°C) |
| 1010 | 0.18 | 2800 |
용융 폴리머는 비뉴턴 유체로, 점성계수가 온도 및 전단변형률에 따라 변화한다. 이에 따라, 실제 압출 환경과 유사한 온도 및 전단변형률 범위를 선정하여 점성계수를 측정하였다. 회전형 점도계(MCR 702, Anton Paar, Inc., Austria)를 사용하여 각주파수(rad/s)에 따른 복소점성계수를 측정하였다. 각주파수에 따른 복소점성계수는 Cox-Merz rule에 의해 전단변형률(s-1)에 따른 전단점성계수로 변환이 가능하다[9]. 전단변형률 범위는 0.01 s-1에서 628 s-1로, 온도는 190°C, 200°C, 210°C로 선정하였다. Fig. 2에 측정된 점성계수와 커브 피팅(curve fitting) 결과를 나타내었다.
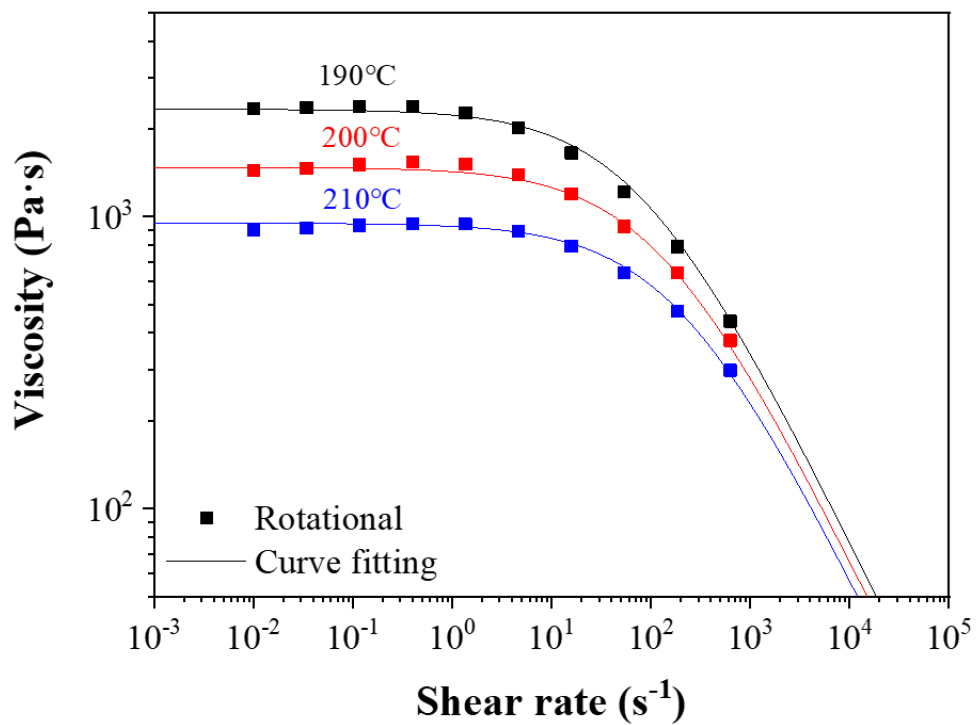
점성계수를 유동 해석에 적용하기 위해 일반화된 뉴턴 유체 모델에 커브 피팅을 하였다. 측정된 점성계수는 낮은 전단변형률에서는 높은 값을 가지고, 전단변형률이 증가함에 따라 감소하는 전단 박화(shear-thinning) 경향을 보여주었다. 이를 잘 묘사할 수 있는 모델로 cross law 모델을 선정하였으며, 그 식은 아래와 같다.
여기서 는 전단변형률이 0일 때의 점성계수, 𝜆는 완화시간, 은 cross law지수, 는 전단변형률을 의미한다. 온도 변화에 따른 점성계수 변화를 묘사하기 위해 Arrhenius law가 사용되었다[10].
여기서 𝛼는 활성에너지와 열역학적 상수의 비율이고, 는 가 1이 되도록 하는 기준 온도이다. 는 섭씨 단위계에서는 –273.15를 사용하고, 절대온도 단위계에서는 0을 사용한다. 식 (2)는 온도 가 보다 높으면 1보다 작은 값을 가지며, 보다 낮으면 1보다 큰 값을 가진다. 따라서 용융 폴리머의 점성계수는 아래와 같이 묘사된다.
여기서 는 온도가 기준온도 일 때의 점성계수를 의미한다. 식 (3)에 의해서 기준온도 에서의 점성계수 는 식 (1)로 나타내어지며, 다른 온도에서의 점성계수는 식 (2)를 통해 를 조정하여 나타내어진다. 에 곱해진 는 점성계수의 크기에 관여하며, 에 곱해진 는 전단 박화가 일어나는 전단변형률 구간의 길이에 관여한다. 앞선 식들에 측정값을 커브 피팅한 결과로 각 파라미터를 Table 2에 나타내었다.
Table 2.
Parameters of Cross law and Arrhenius law for PEBAX 6333 SA 01 MED
| Cross law | Arrhenius law | ||||
(Pa·s) | 𝜆 (s) | (-) | 𝛼 (°C) | (°C) | (°C) |
| 532.95 | 0.002 | 0.718 | 9504.5 | 210 | -273.15 |
2.3 지배방정식
용융 폴리머의 유동해석을 위해서 고분자 유동 해석에 주로 사용되는 상용 프로그램인 Ansys의 Polyflow를 사용하였다. 본 연구에서는 용융 폴리머의 유동을 비압축성, 층류, 정상상태, 비등온으로 가정하였다. 용융 폴리머 유동의 질량 보존식은 아래와 같이 표현된다.
여기서 는 용융 폴리머의 속도 벡터이다. 용융 폴리머의 운동량 보존식은 아래와 같다.
표면 장력, 관성력 및 중력을 무시한다고 가정하였다. 𝜌는 용융 폴리머의 밀도, 는 압력, 𝜏는 응력텐서이다. 일반화된 뉴턴 유체 모델을 사용할 경우, 응력텐서는 아래와 같이 표현된다.
𝜂는 용융 폴리머의 점성계수, 는 전단변형률, 는 온도이며 는 변형률 텐서이다. 압출 과정에서 용융 폴리머는 냉각 등에 의한 온도 변화가 있으며, 이에 따라 점성계수 및 유동에 영향에 영향을 주기 때문에 에너지 방정식을 함께 계산하여야 한다. 이를 위한 용융 폴리머의 에너지 방정식은 아래와 같다.
및 는 각각 용융폴리머의 비열 및 열전도도를 나타낸다. 점성 소산은 무시한다고 가정하였다.
3. Inverse extrusion simulation
특정 다이 형상으로부터 압출되어 나온 튜브의 단면 형상을 예측할 때는 압출 시뮬레이션이 사용된다. 이와 반대로, 역압출 시뮬레이션은 튜브의 단면을 원하는 형상으로 압출하기 위한 다이 형상을 도출하고자 할 때 사용된다. 일반적으로 압출 목표 형상을 먼저 결정하고 이를 위한 다이를 설계하는 경우가 대부분이므로, 역압출 시뮬레이션이 다이 형상 설계에 더 유용하게 사용될 수 있다.
3.1 Mesh 및 boundary condition
Fig. 3은 역압출 시뮬레이션을 위한 계산 영역, 격자 및 경계조건을 보여준다. Fig. 1의 목표 형상이 1/3씩 대칭을 이루고 있고, 1/3의 형상 또한 좌우 대칭을 이루고 있으므로 계산 영역을 실제 폴리머 유동 영역의 1/6로 사용하였다. 계산 영역은 용융 폴리머가 다이 출구로부터 토출된 20 mm의 extrudate 영역과 다이 내부의 유동 영역인 5 mm의 die land 영역을 포함하고 있다.
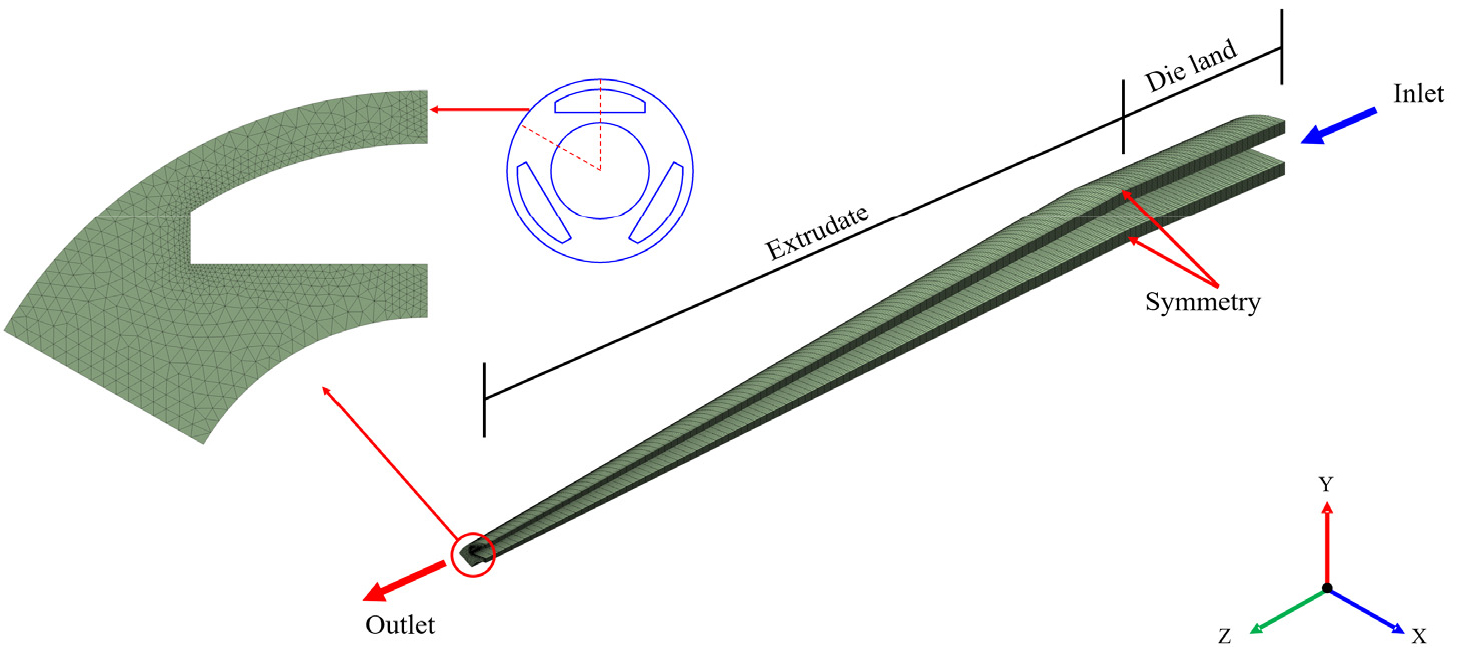
역압출 시뮬레이션은 계산 영역의 출구(outlet) 단면을 압출 목표 형상과 동일하게 설정한다. 압출 공정이 인발(drawing)을 포함할 경우 튜브가 풀러(puller)에 의해 당겨짐으로써 다이에 비해 작은 크기의 압출물이 얻어진다. 이를 고려하여 압출 목표 형상의 3배 형상을 die land 영역의 단면으로 설정하였다. Die land 영역은 유동 방향으로 일정한 단면 형상을 가진다. 이에 따라 extrudate 영역은 출구로부터 다이 방향으로 갈수록 점점 커지도록 경사진 계산 영역을 형성한다.
경계조건은 실제 압출 조건을 고려하여 적용하였다. 인발을 고려하여 풀러 속도인 100 mm/s를 출구 단면에 수직 방향 속도 조건으로 적용하였다. 입구(inlet)에는 체적유량조건을 적용하고, 압출 목표 형상의 단면적에 풀러 속도를 곱한 값을 유량으로 사용하였다. Die land 영역은 다이 내부의 유동 영역이므로 외벽 및 루멘 벽에 점착조건을 적용하였다. Extrudate 영역은 다이로부터 토출되어 대기 중에서의 유동 영역이므로 출구을 제외한 각 경계에 자유 표면(free surface) 조건을 적용하였다. 계산 영역을 대칭으로 나눔으로써 생긴 경계면에는 대칭(symmetry) 조건을 적용하였다. 입구에는 열 경계조건으로 200°C의 온도로 설정하였으며, die land 영역의 외벽에는 190°C로 설정하였다. Die land 영역의 루멘 벽 및 extrudate 영역의 루멘 벽에는 단열조건을 적용하였다. Extrudate 영역의 외벽에는 대기와의 자연대류를 고려하여 대류열전달계수 5 W/m2·°C, 대기 온도 20°C의 대류열전달 조건을 적용하였다. 출구에는 유동방향으로 온도의 구배를 0으로 하는 outflow조건을 사용하였다.
역압출 시뮬레이션은 목표 압출물을 얻기 위한 다이 형상이 die land 영역의 단면 형상으로 도출된다. 이에 따라, extrudate 영역과 die land 영역 모두 격자 재구성(remeshing) 기법이 적용되었다. 하지만, die land 영역에서는 유동 방향으로의 단면 형상이 일정해야 하므로 격자 재구성 방법을 constant section으로 설정하였다. 압출물은 목표 형상이 되어야 하므로 출구 단면 형상은 목표 형상으로 고정하였다.
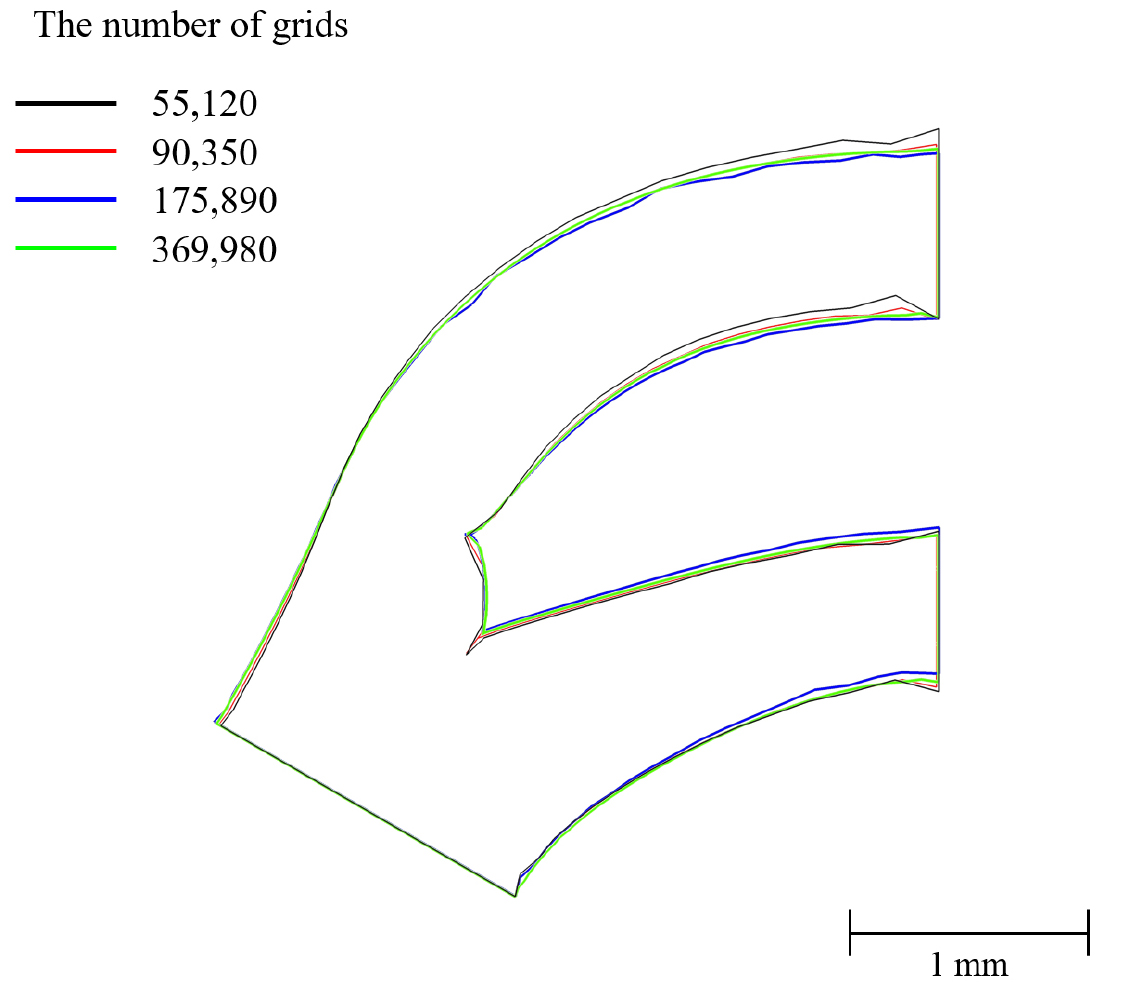
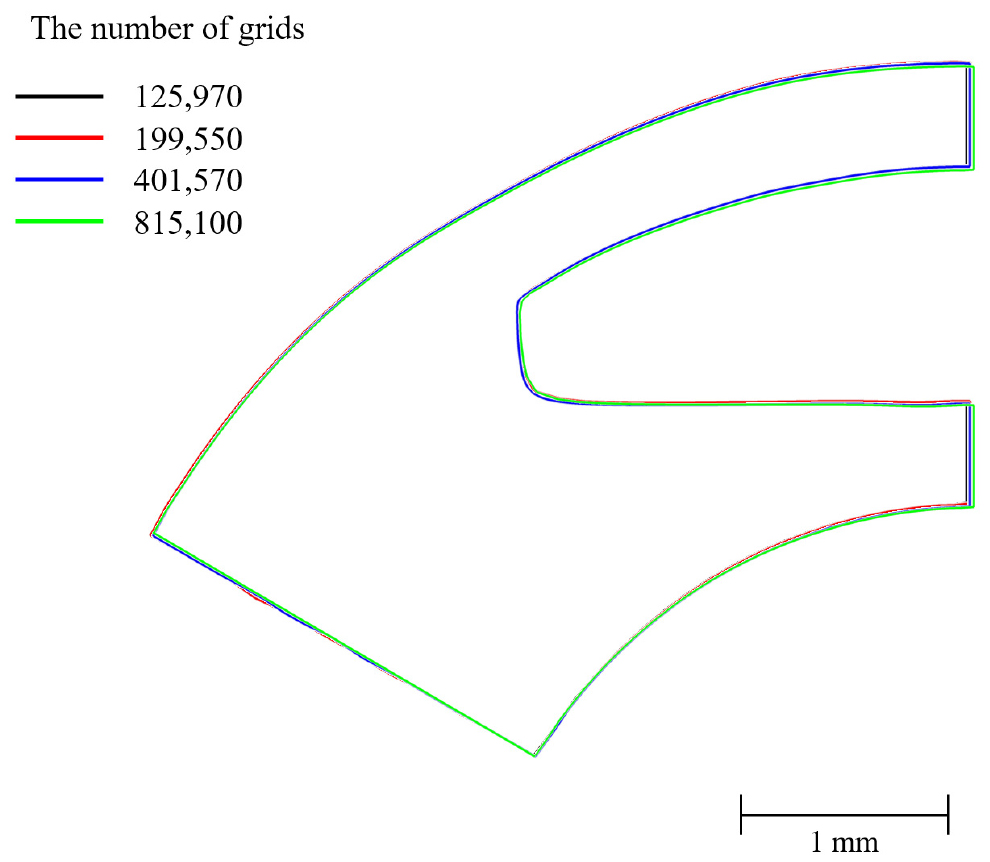
Fig. 4는 역압출 시뮬레이션의 격자 개수 별 도출된 다이의 형상을 비교한 것을 보여주며, 외곽선 전체 길이의 오차가 1% 미만일 때의 격자를 사용하였다. 사용된 격자를 Fig. 3에 나타내었으며, 프리즘 요소(prism element)를 사용하여 절점(node) 99,953개, 요소(element) 175,890개로 구성되었다. 다이 스웰로 인한 비선형적인 거동을 계산하기 위해 진화 기법(evolution scheme)이 사용된다. 각 단계(step)에서의 계산은 10-6의 수렴기준을 만족할 때까지 반복된다. 해석을 위해 Intel Core i7-13700F(2.1 GHz 24코어) CPU를 사용한 병렬 계산으로 약 3시간이 소요되었다.
3.2 Inverse extrusion simulation 결과
Fig. 5는 YZ평면 및 YZ평면을 Z축 기준으로 60도 회전시킨 평면과 외벽 및 메인 루멘의 교차선을 각각 보여주며, 격자 재구성 전과 후를 비교하였다. 가로축은 다이 출구로부터의 유동방향의 위치(Z)를 전체 유동 길이(L)인 20 mm로 나누어 무차원화 하였다. 세로축은 Y축 좌표값(Y)을 외벽의 목표 반경(R)인 0.91 mm로 나누어 무차원화 하였다. 도출된 다이 크기가 목표 형상의 직경 대비 약 4배이며 계산 전인 3배보다 더 커졌음을 확인 할 수 있다. 출구에서는 목표 치수로 고정되어 있다.
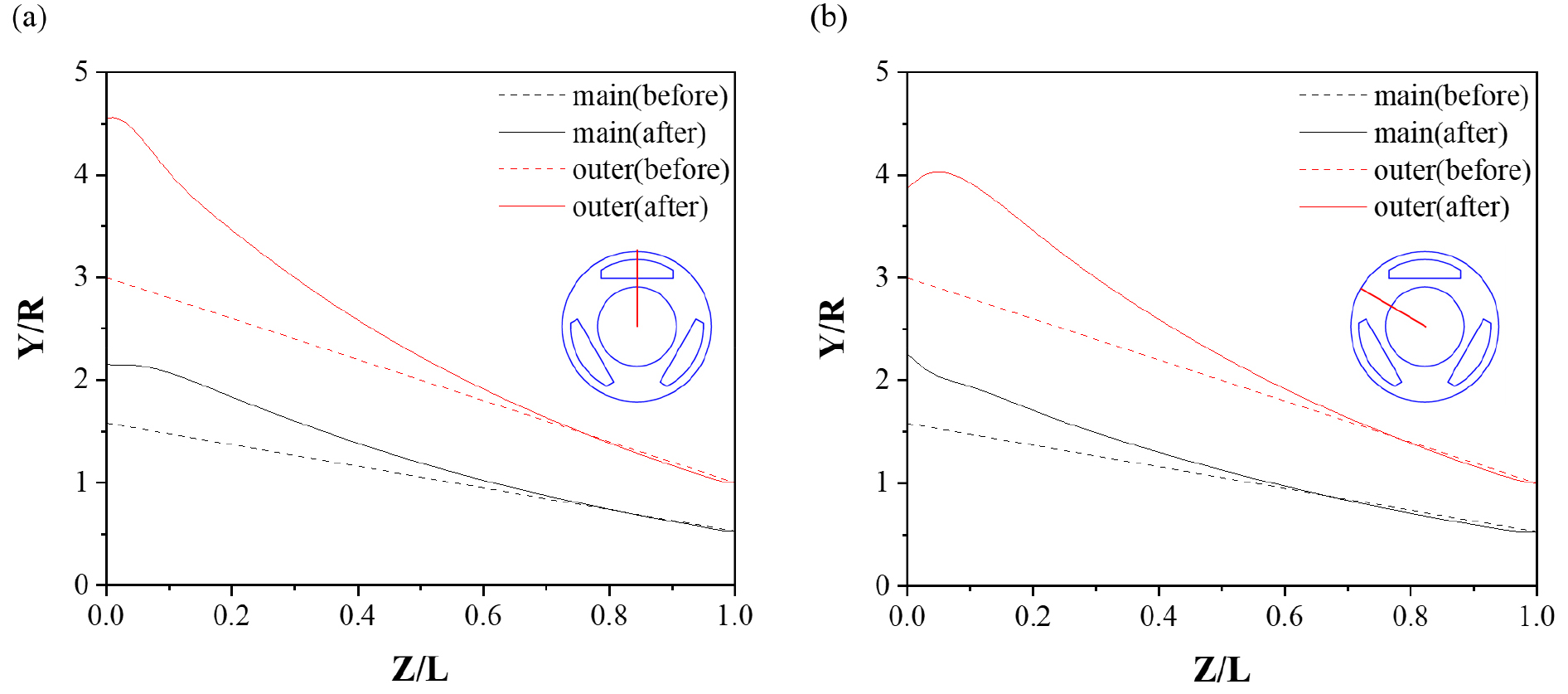
Fig. 5(a)는 YZ평면에서의 교차선을 보여준다. 외벽과 메인 루멘 모두 다이 출구 직후부터 팽창 없이 수축만 하는 경향을 보이며, 이는 다이 스웰로 인한 팽창보다 인발로 인한 영향이 더 크기 때문인 것으로 보인다. Fig. 5(b)는 YZ평면을 Z축을 기준으로 60도 회전시킨 평면에서의 교차선을 보여준다. YZ평면에서와는 달리, 다이 출구를 나온 직후 팽창한 뒤 약 0.05의 위치에서부터는 수축하였다. 이러한 결과는 60도 평면이 있는 위치에서 유동 단면적이 비교적 크기 때문에 다이 스웰이 더 크게 발생한 결과로 보여진다.
Fig. 6는 역압출 계산 후 die land 영역의 단면 형상을 보여준다. 용융 폴리머의 유동 계산을 통해서 목표 형상의 압출물을 압출하기 위한 다이 형상이 도출된 것이다. 다이 스웰로 인한 팽창이 고려되어 외벽, 메인 루멘 및 서브 루멘의 형상이 계산 전의 목표 형상과 다르게 변형되었다.
4. Direct extrusion simulation
이 절에서는 역압출 시뮬레이션을 통해 도출된 다이 형상을 검증하기 위해서 압출 시뮬레이션을 수행하여 압출물의 형상을 예측한다.
4.1 Mesh 및 boundary condition
Fig. 7은 압출 시뮬레이션을 위한 계산 영역, 격자 및 경계조건을 보여준다. 역압출 시뮬레이션과는 달리 전체 계산 영역의 유동방향 단면이 앞서 도출된 다이 형상 및 크기로 일정하다. 각 계산 영역의 길이와 경계조건은 모두 역압출 시뮬레이션과 동일하게 사용하였다. 압출 시뮬레이션은 다이 형상으로부터 얻어지는 압출물 형상이 출구 단면 형상으로 예측된다. 이에 따라, extrudate 영역에는 출구 단면을 고정하지 않은 상태로 격자 재구성을 적용하였다. Die land 영역에는 격자 재구성을 적용하지 않고 단면이 다이 형상으로 고정되도록 하였다.
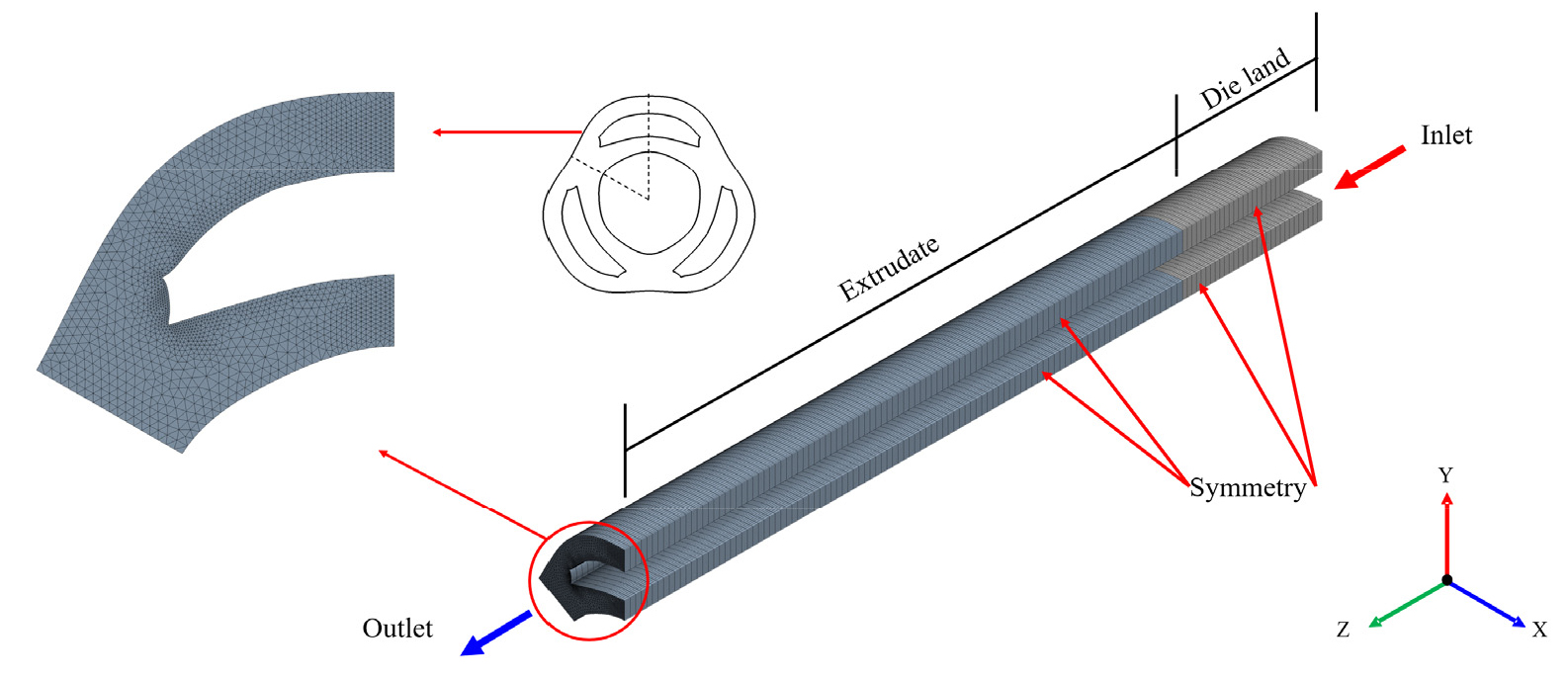
Fig. 8은 압출 시뮬레이션의 격자 개수 별 도출된 압출물 형상을 비교한 것을 보여주며, 외곽선 전체 길이의 오차가 1% 미만일 때의 격자를 사용하였다. 사용된 격자는 Fig. 7에 나타내었으며, 프리즘 요소를 사용하여 절점 219,556개, 요소는 401,570개로 구성되었다. 다이 스웰로 인한 비선형적인 거동을 계산하기 위해 진화 기법이 사용된다. 각 단계에서의 계산은 10-6의 수렴기준을 만족할 때까지 반복된다. 해석을 위해 Intel Core i7-13700F(2.1 GHz 24코어) CPU를 사용한 병렬 계산으로 약 2시간 30분이 소요되었다.
4.2 Direct extrusion simulation 결과
Fig. 9(a)는 계산 후 extrudate 영역의 형상과 용융 폴리머의 속도분포를 보여준다. Extrudate 영역에서, 인발의 영향으로 유동 방향으로 갈수록 용융 폴리머의 속도가 점점 증가하며 출구에서 풀러 속도인 100 mm/s가 되었다. 속도가 증가함에 따라 유동 방향으로 단면적은 점점 감소하여 출구의 단면이 예측된 압출물의 단면 형상이 된다.
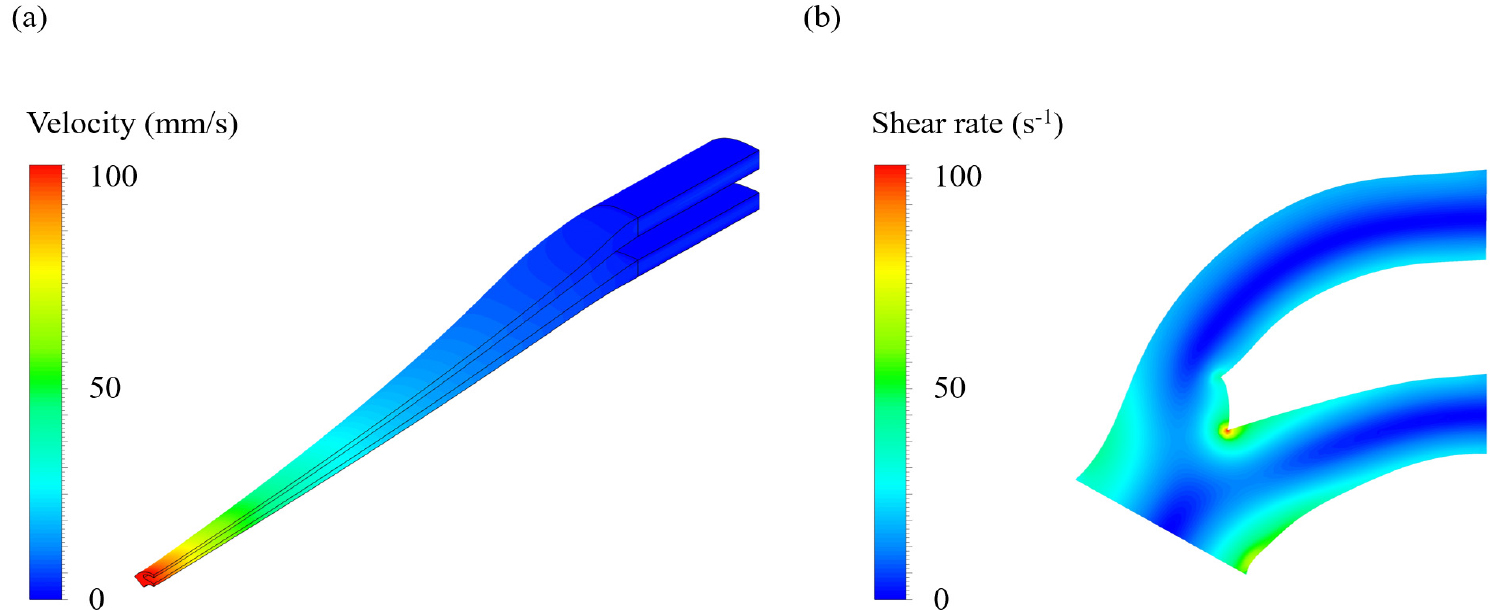
Fig. 9(b)는 다이 출구에서의 전단변형률 분포를 보여준다. 다이 출구에서 전단변형률은 전체적으로 100 s-1보다 낮으며, 최대 전단변형률은 서브 루멘 벽에서 약 107 s-1이다. 이 범위에서는 유체의 점성이 지배적이며, 탄성 효과는 무시 할 수 있다. 그러므로 본 연구의 조건에서는 다이 스웰 예측을 위해 일반화된 뉴턴 유체 모델을 사용하는 것이 적절하다[11, 12].
Fig. 10은 압출 시뮬레이션으로 예측한 압출물과, 이를 목표 형상과 비교한 것을 보여준다. 서브 루멘의 각진 부분을 제외하고 상당히 잘 일치함을 확인하였다. Table 3은 정량적 비교를 위해 외벽, 메인 루멘 및 서브 루멘 형상과 관련된 파라미터인 면적, 둘레, circularity를 비교한 것을 보여준다. circularity는 형상이 원과 얼마나 유사한지 나타내는 값으로, 1일 때에는 원에 해당한다. 각 파라미터의 오차는 모두 5% 미만으로 목표 형상과 매우 유사함을 확인하였다.
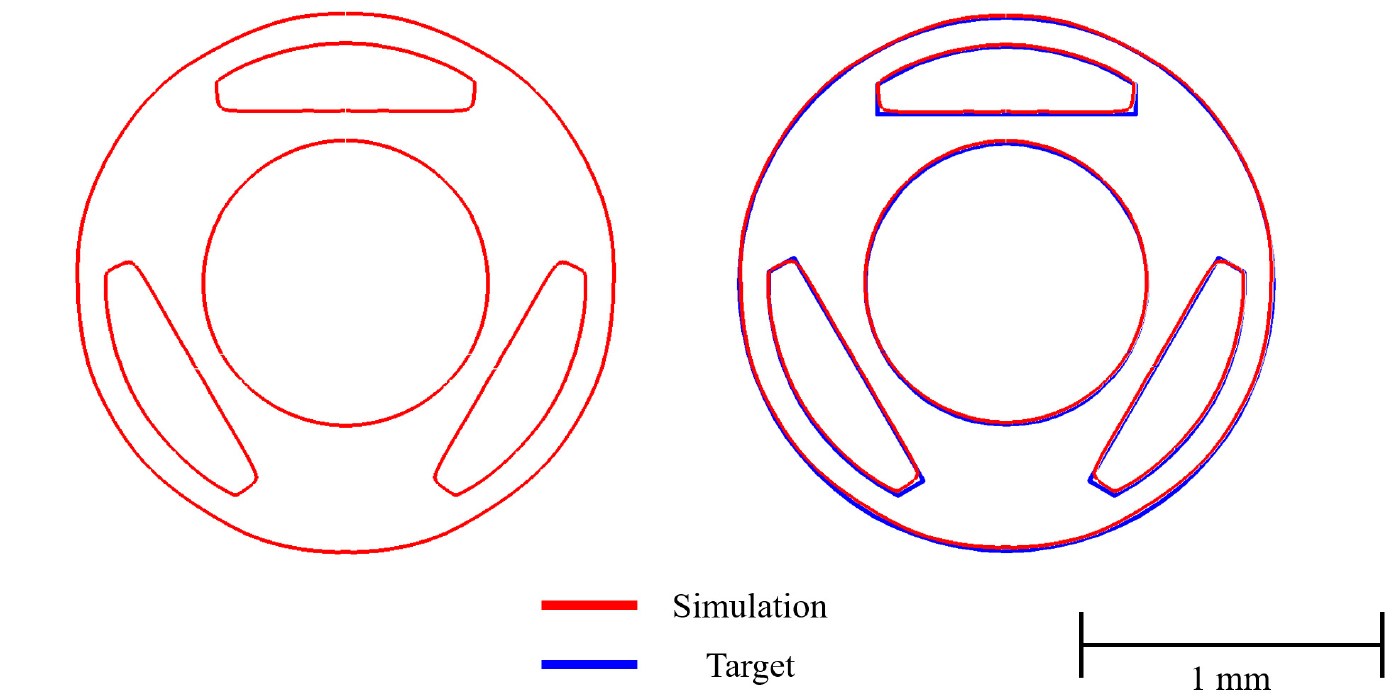
Table 3.
Comparison of the geometrical parameters of simulation and target geometry
5. 결 론
본 연구에서는 1개의 메인 루멘과 3개의 서브 루멘을 가진 멀티 루멘 튜브 압출을 목표로 설정하고, 이를 압출할 수 있는 다이 형상을 설계하기 위해 역압출 시뮬레이션을 수행하였다. 실제 압출 공정 조건을 경계조건으로 반영하여 용융 폴리머의 유동을 계산하고, 다이 형상을 결과로 도출하였다. 이어서 설계된 다이 형상으로 압출 시뮬레이션을 수행하여 압출물의 형상을 예측하고, 목표 형상과의 비교를 통해 설계를 검증하였다. 결과적으로, 도출된 다이 형상을 통해 압출된 멀티 루멘 튜브는 목표 단면 형상과 매우 유사한 형상을 나타냈으며, 역압출 시뮬레이션이 멀티 루멘 튜브와 같은 복잡한 단면 형상을 가진 제품의 압출 다이 설계에 있어 실효성 있는 방법임을 확인할 수 있었다. 이는 카테터와 같은 의료 기기 제조 분야에서의 품질 향상과 비용 절감에 기여할 수 있을 것으로 기대된다.
